ECHIPAMENTE DE SUDARE
1.
Generalitati privind masinile de sudat prin puncte,
a) Clasificarea masinilor de sudat prin
presiune in puncte se poate face dupa mai multe criterii si anume:
Dupa destinatie se disting:
masini
universale
masini
specializate.
Dupa numarul de puncte sudate, masinile
pot fi:
pentru
sudat in puncte individuale;
pentru
sudat in puncte duble ;
pentru
sudat in puncte multiple.
Dupa felul curentului de alimentare pot fi:
masini
monofazate de curent alternativ;
masini
trifazate de curent alternativ;
masini
trifazate cu redresor;
masini
cu impuls.
Dupa modul de alimentare cu curent:
cu
alimentare pe o parte;
cu
alimentare pe doua parti.
Dupa actionarea mecanismului de strangere:
cu
actionare la pedala;
cu
motor cu excentric;
pneumatica;
hidraulica;
hidropneumatica.
Dupa modul de actionare a electrodului:
cu
deplasare verticala;
cu
deplasare radiala.
Dupa modul de functionare pot fi:
cu
functionare manuala;
cu
functionare semiautomata;
cu
functionare automata.
Un alt criteriu de clasificare al masinilor de sudat
prin puncte rezulta din modul
de actionare asupra semifabricatului.
Astfel, instalatiile pot fi fixe (stationare)
simple si in puncte multiple la care componentele
de asamblat sunt aduse la postul de sudare si se deplaseaza dupa
realizarea fiecarui
punct si mobile (suspendate) care la randul lor pot fi cu posturi cu cap de sudura transportabil, forta de
apasare si curentul de sudare fiind aplicate prin intermediul unui cleste sau pistol de sudat,
si cu capetele de sudare transportabile avand sau nu transformatorul de sudare inglobat, la care componentele de sudat sunt fixe si instalatia
de sudare se deplaseaza dupa realizarea fiecarui punct de sudura.
b). Elemente constructive ale masinii de sudat prin
puncte
Masinile fixe de sudat prin puncte cu
destinatie generala sunt compuse din:
batiu
sau carcasa masinii;
mecanism
de strangere;
circuitul de sudare
si transformatorul cu aparatura de conectare.
Partile
componente ale unei astfel de masini sunt prezentate in figura 31.
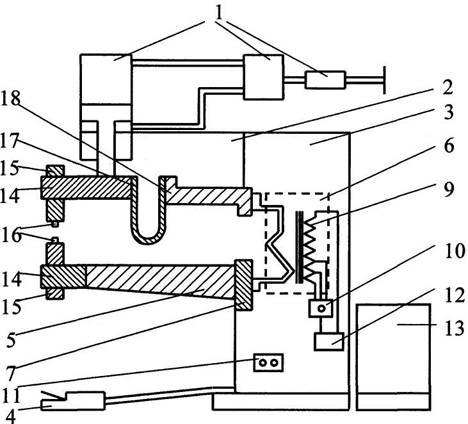
Fig.31 Schema de principiu si partile
componente ale unei instalatii fixe
de sudat prin puncte
1-
sistem de punere sub presiune; 2 - brat superior; 3- batiu; 4- pedala de
comanda;
5 - brat inferior; 6 - transformator; 7 - ghidaje de fixare a
bratului inferior;
8 -
secundar transformator; 9 - primar transformator; 10- comutator de reglare; 11
-
alimentare cu aer comprimat; 12 - placa cu borne pentru racordare; 13 -
aparat
electric; 14 - suport port - electrod; 15 - portelectrod;
16 - electrozi; 17- conductor
superior flexibil.
2 Rolul si
functionarea partilor componente ale masinii fixe de sudat prin puncte
Masinile fixe pentru sudarea prin
puncte, cu destinatie generala sunt compuse din batiu sau carcasa
masinii, mecanismul de strangere, circuitul de sudare si
transformatorul cu aparatura de conectare (figura 31).
Batiul instalatiei de sudare prin
puncte de constructie moderna este realizat in cea mai mare parte din
tabla laminata si profile asamblate prin sudura. La constructiile mai
vechi batiurile sunt masive, realizate din fonta turnata.
Transformatorul de sudare
furnizeaza energia electrica necesara topirii punctului de sudura,
avand infasurarea secundara formata dintr-o singura
spira.
Deoarece transformatorul trebuie sa faca
fata unor socuri importante de natura electromagnetica,
provocata de inchiderea si deschiderea repetata a circuitului secundar,
infasurarile sunt bine rigidizate si impregnate cu lac de
bachelita.
Bratele masinii de sudat prin
puncte asigura conducerea curentului de sudare de la secundarul
transformatorului la electrozi si transmiterea presiunii create de mecanismul de
strangere la locul sudurii. Bratul inferior, in mod obisnuit se izoleaza electric
de corpul instalatiei, iar cel superior culiseaza, facand corp comun cu corpul
instalatiei.
Dimensiunile transversale ale
bratelor sunt determinate de forta de strangere si trebuie
sa indeplineasca urmatoarele conditii:
sa fie usor
montabile pe corpul masinii;
sa permita o
reglare usoara a electrozilor de contact;
sa asigure
siguranta electrozilor de contact.
La masinile de putere mica, bratele sunt
realizate din laminate rotunde de cupru turnat, prevazute cu nipluri si conducte
de racire cu apa a electrozilor, avand la capat o degajare pentru fixarea
electrozilor. La masinile de putere mare (100.600KvA) sunt prevazute
posibilitati pentru reglarea lungimii bratelor.
Valoarea minima pentru
deschiderea maxima intre brate (emax , min) la
masinile de
sudat stationare in puncte, cu pozitia reglabila a bratului
inferior sunt prezentate in tabelul 8.
Tabel 8
|
Lungimea
nominala a bratului
|
Deschiderea
maxima intre brate
emax , min
|
|
I<200
|
minim
100
|
|
250
< I < 500
|
minim
150
|
|
I
> 630
|
minim
20
|
Conducerea curentului la portelectrozi se realizeaza cu
legaturi elastice din cupru formate din benzi de 0,2.0,3 mm a caror
sectiune se alege astfel incat sa nu depaseasca 2,7 . .3 A/mm2.
Pentru prinderea electrozilor pe
bratele masinii se folosesc dispozitive simple numite portelectrozi care
trebuie sa asigure un contact electric sigur si de buna calitate.
In general prinderea electrozilor se
face prin cuplaje elastice stranse mecanic cu suruburi si prin cuplaje elastice care
permit inclinarea electrozilor in toate directiile, etansarea si
contactul electric facandu-se prin conicitatea zonei de montare a electrozilor,
si ei conici.
Electrozii de contact la sudarea prin
presiune in puncte indeplinesc trei functii principale:
conduc curentul de sudare
de la portelectrozi la elementele de sudat;
transmit pieselor in zona
de sudat forta necesara pentru realizarea unei
suduri
corespunzatoare;
disipa rapid caldura din zona de
sudare
Electrozii de contact se clasifica dupa mai
multe criterii si anume:
dupa
modul de executie pot fi: dintr-o singura piesa sau din
doua piese,
acestia din urma fiind cu cap amovibil
si cu piesa intermediara de contact;
dupa forma,
electrozii pot fi drepti, indoiti (curbati) sau cotiti;
dupa profilul
capului electrozii pot fi in functie de forma suprafetei laterale: cu cap cilindric, cu cap conic, cu cap sub forma de
calota;
in functie de
pozitia centrului suprafetei active fata de axa corpului electrodului: cu cap centric si cu cap unghiular.
in functie de
profilul suprafetei active a corpului: cu cap plan, cu cap sferoidal, cu
cap bombat, cu cap scobit.
dupa modul de
fixare in port electrod exista: electrozi fixati cu clema,
fixati cu con de fixare,
cu filet.
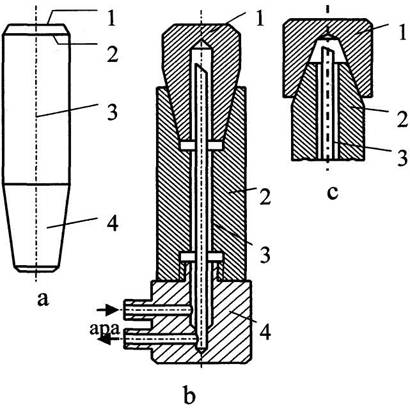
Fig.32
Tipuri de electrozi:
a- dintr-o
singura piesa; b- cu cap amovibil din doua piese; c- cu piesa
intermediara de contact
3 Mecanisme de strangere
Mecanismele
de strangere pentru masinile de sudat prin presiune in puncte pot fi: cu arcuri cu actionare prin pedala, cu
arcuri actionate cu excentric, pneumatice,
hidraulice si hidropneumatice.
Mecanismele de strangere cu arcuri actionate prin
pedala se folosesc la masini
de putere mica, pana la 25 KVA. Apasand pedala, electrodul
superior se deplaseaza strangand piesele de sudat. De la un anumit moment,
electrodul nemaiputandu-se apropia, incepe sa se comprime cu arcul, reglat
cu piulitele de reglare,
presand electrodul de contact asupra piesei de sudat. Momentul de conectare
al curentului la transformatorul de sudare este reglat cu piesa de pozitie
care
actioneaza asupra clichetului pentru comanda conectarii
curentului de sudare prin
intermediul intrerupatorului.
Mecanismele de strangere cu arcuri, actionate cu
excentric, sunt utilizate la
masini de puterea 50 70 KVA si sunt alcatuite dintr-un motor
electric, ce
actioneaza printr-un reductor si un cuplaj
dintat, un arbore cu doua excentrice, unul pentru realizarea fortei de presare si
celalalt pentru conectarea primarului transformatorului de sudare la retea. Mecanismele de
strangere pneumatice sunt din ce in ce mai des
folosite in instalatiile moderne de sudare prin puncte, fiind de regula alimentate de la reteaua uzinala de
aer comprimat la o presiune de 5x105 Pa.
Mecanismele de strangere hidraulice se folosesc in
general la masini de sudat
prin presiune in relief la care sunt necesare forte de ordinul sutelor de
KN si la instalatiile
de sudat prin presiune in puncte unde nu exista instalatii uzinale de
aer comprimat.
Mecanismele de strangere pneumohidraulice sunt utilizate
de regula la masini
de sudat prin puncte, suspendate, pentru a obtine reducerea
greutatii totale.
4
Cablurile secundare
Sunt
cabluri de joasa impedanta ce realizeaza transferul
energetic dintre secundarul transformatorului si bratele
clestilor de sudare.
Exista diverse tipuri de cabluri realizate in scopul
echiparii masinilor suspendate
si anume:
Cablurile ordinare (fig.33) sunt construite
din doua conductoare identice. Cele doua cabluri se solidarizeaza prin strangere
cu mansoane sau curele de piele care le impiedica sa se
indeparteze sub actiunea fortelor electrodinamice si de a
creste nejustificat impedanta secundara.

Fig. 33 Cablu ordinar
Cablurile 'Jumelex' (fig.34) sunt cabluri similare celor ordinare, dar care au
suferit o imbunatatire prin integrarea ambelor conductoare
intr-o camasa unica. Aceasta dispozitie a
conductoarelor permite diminuarea distantei intre ele si mentinerea acesteia
la o valoare constanta in timpul sudarii. Ca si cablurile ordinare au avantajul unui pret
relativ mic, si in plus, prezinta caracteristici de suplete ridicate
intr-un plan perpendicular pe axa conductoarelor.
Fig.34
Cablu Jumelex
Cablurile Sciakflex (fig. 35) sunt cabluri de impedanta
joasa. Acestea s-au impus datorita intensitatilor mari la
sudarea aliajelor usoare, oteluri de grosimi mari etc., la
cadente de lucru ridicate. Sunt
utilizate si la puteri de sudare mai mici deoarece
prezinta avantajul diminuari
sensibile a impedantei
secundare si anularea reactiunii electrodinamice intre cabluri.

Fig.
35 Cablu Sciakflex
Caracteristicile
electrice ale celor trei tipuri de cabluri secundare (RL si Z in Ωm sunt date
comparativ in tabel 9.
Tabel 9
|
Sect.
[mm]
|
Cablu ordinar
|
Cablu Jumelex
|
Cablu Sciakflex
|
|
R
|
Rω
|
Z
|
cosφ
|
R
|
Rω
|
Z
|
cosφ
|
R
|
Rω
|
Z
|
cosφ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Se observa ca,
impedantele cablurilor Sciakflex si Jumelex sunt mai mici cu 30% si respectiv 15% decat cele ale
cablurilor ordinare, iar factorii de putere mai mari cu 44% si respectiv 17% .
In exploatare, cablurile trebuie
inlocuite periodic la un interval determinat de valoarea curentului care le
parcurge si de cadenta de lucru utilizata.
Este necesara de asemenea
verificarea starii contactelor la nivelul legaturi cu transformatorul si
clestele de sudare.
5 Clestii de sudare
Exista o multitudine de tipuri de clesti, fiecare
fiind adaptat destinatiei pentru care a fost conceput si realizat
(capacitate mecanica si electrica, forma bratelor,
deschiderea utila a acestora etc.), insa se pot distinge doua
mari categorii:
- clestii tip J (cu brat culisant), la care cursa electrodului este
rectilinie;
- clestii de tip X (sau foarfeca), la care cursa electrodului
e curbilinie.
In general bratele clestilor
sunt elemente conducatoare, iar curentul de sudare este transmis direct la ele.
Exceptie fac, in anumite cazuri, clestii de dimensiuni mari, la care
devine economica realizarea bratelor din otel antimagnetic (austenitice), legatura electrica
facandu-se direct prin intermediul unor cabluri ce dubleaza bratele
clestilor de sudare.
Dispozitivul de suspendare
Clestii utilizati la sudarea prin presiune in
puncte, pot fi echipati cu diferite dispozitive de suspendare, in functie de
spatiul de lucru si cerintele de manevrabilitate.
In ceea ce priveste posibilitatea de suspendare a
clestilor in echilibrori, au fost realizate o gama larga de dispozitive care permit o mare
libertate de manevra.
Determinarea tipului de dispozitiv utilizat se face prin
studiul postului de sudare
si al geometriei ansamblului sudat.
Sistemul de racire
Electrozii, portelectrozii, suportii portelectrod,
bratul superior si inferior, spirele din secundarul transformatorului, placile
intermediare de legatura precum si blocul tiristoarelor sau
ignitroanelor pot fi racite intens cu apa .
In functie de conditiile de exploatare,
circuitele de racire a elementelor sus-amintite sunt legate in serie sau in paralel, fiecare
permitand vehicularea unui debit de apa cuprins intre 2 si 10 l/min. la o
presiune de intrare de 1,5 2,5 bari.
In circuitul general se afla amplasat un sistem de
control al debitului de apa (presostat) care intrerupe functionarea masinii, prin
intermediul unui microintrerupator,
daca debitul de apa scade sub limitele fixate anterior.
Masinile de sudat electric prin presiune in puncte
de conceptie moderna, utilizate la cadente ridicate de lucru, poseda un sistem de
control al debitului de apa
ce are incorporat un termoregulator ce regleaza debitul de apa in
functie de temperatura
inregistrata in circuitul de racire a contactorului sincron cu
tiristoare.
Pentru sudarea tablelor din aluminiu, aliaje pe baza
de cupru, titan, otel inoxidabil
sau refractar se utilizeaza masini trifazate de sudat electric in
curent continuu.
Aceste echipamente ofera o serie de avantaje ca:
alimentarea
trifazata a transformatorului permite o repartizare echilibrata
a puterii electrice
consumate;
circuitul
secundar al masinii fiind traversat de curentul de sudare redresat;
valoarea impedantei nu afecteaza puterea de sudare disponibila;
variatiile
posibile ale impedantei secundare (datorate introducerii de mase
magnetice intre bratele masinii), nu influenteaza practic valoarea
curentului in secundar;
sudarea
in curent redresat permite ameliorarea caracteristici de sudare a
materialelor diferite de
otelurile obisnuite ca; aluminiu cupru, alama,
oteluri inoxidabile,
titan etc.
Aparatura de comanda permite realizarea, in plus
fata de functiile normale (acostare, strangere, sudare , forjare), a
urmatoarelor functii suplimentare:
preincalzire,
calire, recoacere;
forta
de strangere suplimentara la acostare;
forta de
strangere suplimentara la forjare sau recoacere;
anclansarea
si ruperea curentului de sudare crescator si descrescator
cu
panta variabila.
Principalele instalatii de sudat
prin presiune in puncte, mobile fabricate in tara sunt cu transformator incorporat tip PPM
(IETB) si cu transformator separat tip PPS (ELTIM).
Caracteristicile tehnice ale acestor instalatii sunt
prezentate in tabele 10 si 11.
Tabel 10
|
Nr. crt.
|
Caracteristici tehnice
|
Tip
|
PPM -16
|
PPM -140
|
|
Grosimea tablelor de sudat [mm]
|
|
|
|
Diametrul barelor de sudat [mm]
|
|
|
|
Puterea nominala la DA=50% [kVA]
|
|
|
|
Nr. crt.
|
Caracteristici
tehnice
|
Tip
|
PPM-16
|
PPM-14O
|
|
Tensiunea
nominala de alimentare [V]
|
380 (1 -
50 Hz)
|
380 (1 - 50
Hz)
|
|
Tensiunea
secundara de mers in gol [V]
|
|
|
|
Curentul
secundar de scurtcircuit max. [kA]
|
|
|
|
Reglarea
curentului de sudare
|
Cu
contactor sincron cu tiristoare
|
Cu
contactor sincron cu tiristoare
|
|
Puterea de
scurt- circuit maxima, [kVa]
|
|
|
|
Lungimea
nominala a bratelor [mm]
|
|
|
|
Deschiderea
intre brate [mm]
|
|
|
|
Cursa
maxima a electrodului
[mm]
|
|
|
|
Forta
de apasare max. [kN]
|
|
|
|
Forta
de apasare min. [kN]
|
|
|
|
Debitul
min. al apei de racire [l/min.]
|
|
|
|
Cadenta
maxima de sudare [p/min]
|
|
|
|
Presiunea
de intrare a aerului
comprimat [barr]
|
|
|
|
Dimensiuni
de gabarit -masina, -dulap de comanda
|
755x590x460
310x470x805
|
880x428x582
855x470x306
|
|
Masa, [kg] - masina - dulap de comanda
|
|
|
Tabelul 11
|
Nr. crt.
|
Caracteristici tehnice
|
Tip
|
PPS-80-1
|
PPS-80-2
|
|
Grosimea
tablelor de sudat [mm]
|
|
|
|
Diametrul barelor
de sudat [mm]
|
|
|
|
Puterea
nominala la DA=50% [kVA]
|
|
|
|
Tensiunea
nominala de alimentare [V]
|
(I - 50Hz)
|
(I -50Hz)
|
|
Curentul
secundar de scurt-circuit [kA]
|
|
|
|
Tensiunea
secundara de mers in gol max. [V]
|
|
|
|
Modul de
reglare curent de sudare
|
Cu
contactor sincron cu tiristoare
|
Cu
contactor sincron cu tiristoare
|
|
Numarul
posturilor de sudare
|
|
|
|
Forta
de apasare maxima (la presiunea aerului comprimat de 0,8 pres. max.) [kN]
|
|
|
|
Debitul
minim al apei de racire [l/min]
|
|
|
|
Cadenta
de sudare maxima
[p/min]
|
|
|
|
Mod de
actionare
|
Pneumohidraulica
|
Pneumohidraulica
|

