ASPECTE ALE PROCESELOR DE DEFORMARE
PLASTICA LA FABRICAREA/REPARAREA COMPONENTELOR VEHICULELOR FEROVIARE
1. Analiza
reperelor vehiculelor feroviare, obținute prin deformare plastica
Tehnologia de fabricare a osiei montate
Osia
montata este elementul esential care concura la siguranta
vehiculului pe cale si care sustine intreaga constructie a acestuia, avand
urmatoarele componente (Fig. 1):
rotile;
osia
propriu-zisa;
butucul franei disc (la osiile cu frana disc).
Tabelul.1
Procesele tehnologice
utlizate la constrcutia vehiculelor feroviare
Procese tehnologice
|
Ansamble
|
Total
|
|
Boghiu
|
Șasiu
|
Aparat de tracțiune,
legare, ciocnire
|
Cutie
|
|
Metode
de prelucrare
|
Turnare
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Laminare
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Frezare
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Matrițare
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Debitare
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Forjare
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Indoire
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Infașurare
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Așchiere
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|
|
Strunjire
|
Nr.
|
|
|
|
|
|
|
|
|
|
|
|

Fig. 1. Osia montata
1.2. Tehnologia de fabricare a
osiilor si rotilor monobloc
Osia
are forma unei bare drepte cu sectiune circulara si
portiuni de diametre diferite, corespunzatoare solicitarilor la
care sunt supuse si destinatiei lor.
Principalele
parti componente ale osiei (Fig. 2.) sunt:
corpul
osiei - partea centrala
cuprinsa intre roti;
portiunile
de calare - partea pe care se
preseaza cele doua roti;
fusurile - portiunile pe care se monteaza cutiile de
osie.
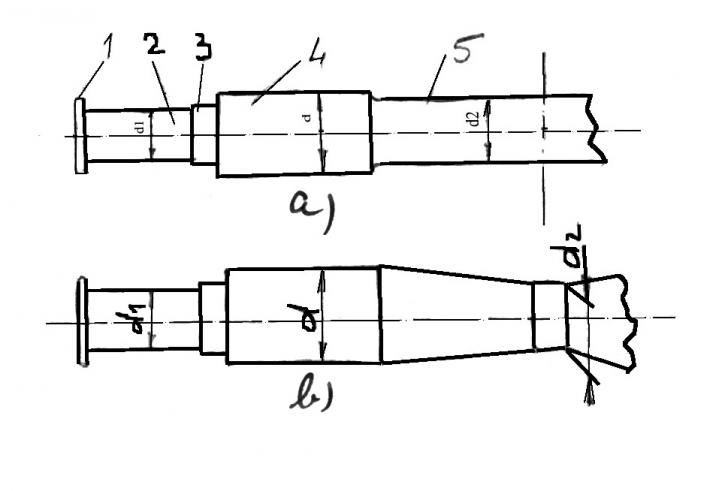
Fig. 2. Osia propriu-zisa
Ele
se executa prin deformare plastica la cald din lingouri prin forjare,
sau prin laminare in bare sau blumuri urmate de forjare.
Barele,
blumurile si lingourile din care se forjeaza nu trebuie sa
prezinte sufluri sau alte defecte. Ele se pot indeparta prin daltuire
sau polizare, cu conditia ca
aceasta operatie sa se faca in pante line (max.30%), adancimea maxima de patrundere
fiind de 25mm, iar suprafata curatata sa nu depaseasca 5% din
suprafata totala a lingoului. Din acesta se utilizeaza
aproximativ 60%, restul fiind indepartat (de la capete).
Forjarea
are loc cu ciocane de .5tf sau cu ajutorul preselor hidraulice de 1000..2000tf.
Temperatura
finala de incalzire si intervalul de temperatura pentru
deformarea plastica se stabilesc in functie de indicii de
plasticitate, de rezistenta, de deformare si de
transformarile structurale care apar in otel. Este necesar ca indicii
de plasticitate sa aiba valori cat mai mari iar rezistenta la
deformare sa fie cat mai mica.
Temperatura de inceput de forjare
pentru otelurile nealiate la osii se admite t = 1200sC, aceasta fiind in
functie de continutul in carbon. Temperatura finala trebuie
sa fie intre 900 . 950sC.
Viteza de incalzire trebuie sa fie limitata astfel incat lingoul
prin incalzire sa nu-si distruga integritatea ca urmare a
tensiunilor interne determinate de diferenta de temperatura intre
straturile interioare si exterioare ale lingoului. Viteza de incalzire
se limiteaza numai pana la temperatura de 500 . 600sC deoarece peste
aceste temperaturi plasticitatea lingoului creste foarte mult. Pentru a
avea certitudinea ca si materialul din mijlocul lingoului a ajuns la
aceasta temperatura, se limiteaza viteza de incalzire
atunci cand stratul de la suprafata lingoului are temperatura de
700 . 800sC.
Viteza de racire se limiteaza numai la osiile din oteluri
aliate la care pentru o anumita valoare a vitezei de racire apare
defectul cunoscut sub numele de fulgi. Aceasta consta in aparitia
unor microfisuri la o anumita distanta de la suprafata
si care se extind pe toata circumferinta.
Confectionarea
osiei trebuie sa inceapa de la o anumita dimensiune
transversala a lingoului, dimensiune ce trebuie sa ofere
posibilitatea obtinerii gradului de deformare optim C:
 ( 1)
( 1)
unde: Ai - sectiunea transversala a
lingoului;
Asf - sectiunea
transversala maxima a unei osii in stare de semifabricat (dupa
forjare).
Valorile gradului de
deformare la fabricarea osiilor trebuie sa aiba urmatoarele
valori minime:
de la lingou la osie - forjare: C=3
de la lingou la osie - laminare: C= 5
de la lingou la bara (blum) - laminare: C= 2
de la bara la osie - forjare: C= 2
La stabilirea
valorilor optime ale gradului de deformare (coroiaj) trebuie sa se
tina seama de proprietatile mecanice ale otelului
respectiv. Modificarea proprietatilor mecanice ale otelului in
timpul deformatiilor plastice apare ca urmare a structurii fibroase ce se
accentueaza cu cresterea gradului de deformare. La inceputul
deformarii plastice are loc o crestere a valorilor
proprietatilor mecanice in toate directiile dar pe masura
ce creste gradul de deformare, structura fibroasa se accentueaza
si gradul de anizotropie creste foarte mult.
Osia in stare de
semifabricat trebuie sa aiba astfel de dimensiuni incat adaosul de
prelucrare sa fie de 35mm/diam. pe portiunea de calare a rotii
si de 20mm /diam. la celelalte portiuni.
Osiile brute nu
trebuie sa prezinte defecte astfel incat adaosul de prelucrare dupa
degrosare sa fie intre 5 . 20mm/diam. la portiunea de calare a
rotilor si de .7mm/diam. la celelate portiuni. Osiile brute
trebuie sa fie drepte pentru a se putea prelucra. Daca ele prezinta o
anumita sageata se admite indreptarea lor numai la cald
(600 . 700sC).
Fabricarea
si prelucrarea centrului de roata
Discul unei
roti se executa din otel carbon obisnuit prelucrat la cald
prin presare si laminare sau forjare in matrite. Se executa din calupuri de otel debitate la
rece din lingouri. Partea centrala a calupului se indeparteaza
prin perforare. Dupa elaborarea centrului de roata si marcarea
acestuia la cald se lasa sa se raceasca intr-un loc ferit
de curenti de aer, prin stivuirea lor in hala sau in gropi sub
clopote de protectie.
La alegerea
materialului trebuie luat in considerare faptul ca la franarea cu
saboti bandajul se dilata iar pentru mentinerea contactului
dintre bandaj si abada, centrul de roata trebuie sa fie
elastic in directie radiala. Acesta este motivul pentru care discului i se da forma
de S alungit.
Se
obisnuieste sa se realizeze verificarea acestei
proprietati printr-o proba de deformare a centrului de
roata sub sarcini succesive.
Dupa
obtinerea rotii ca semifabricat se executa polizarea obadei si centrului de roata de
nereguralitatile provenite de la turnare, laminare sau forjare.
Este necesar, in
primul rand, sa se aleaga treptele tehnologice pentru obtinerea
preciziei pozitiei relative dintre suprafete, apoi treptele
tehnologice pentru obtinerea preciziei dimensiunilor care leaga
aceste suprafete folosindu-se pe cat posibil principiul bazei unice (fig 3).

Fig. Bazele tehnologice la prelucrarea centrului de
roata
Structura
procesului tehnologic in acest caz cuprinde urmatoarele operatii:
operatia a
I-a - bazele tehnologice sunt trepte tehnologice brute iar
peretii butucului si cei ai obadei trebuie sa aiba o grosime cat mai uniforma. Centrarea rotii nu se face dupa suprafata
inferioara a butucului 1 ci dupa cea exterioara 6.
Avem la
aceasta operatie:
- suprafata 8,
suprafata plana de asezare;
- suprafata 6, suprafata de centrare;
- suprafata 9.
Se executa
strunjirea de degrosare la suprafetele 1, 2, 4, 7 si
partial 6.
operatia
a II-a - bazele tehnologice sunt considerate suprafetele 7
si 6 deja prelucrate. Piesa se
va rezema pe suprafata 2 si se executa strunjire de
degrosare pe suprafetele 3, 5, 8 si partial 6, precum
si pe suprafata interioara 1.
operatia
a III-a - a treia
operatie este echilibrarea rotii. Roata se monteaza pe un dorn pe masina de
echilibrat. Daca ea ramane in echilibru indifirent inseamna ca este
echilibrata bine. Daca nu, va trebui sa se determine masa de
metal care sa se indeparteze de la partea mai grea. Acest lucru se
realizeaza prin lipirea de chit pe partea mai usoara. Daca
masa chitului este mai mica decat 0,1kg se face o frezare pe obada
iar daca este mai mare ca 0,1kg se face o dezaxare a centrului de
roata spre partea cea mai grea.
operatia a IV-a - se
executa operatiile I si II dupa recentrarea rotii
(strunjire-degrosare).
operatia
a V-a - se executa strunjire de finisare cand se
prelucreaza toate suprafetele, cu exceptia suprafetei 4.
operatia a VI-a - se strunjeste suprafata 1 cu conicitatea de
1:700 si a detaliilor A si B, realizandu-se gaurirea pentru
depresarea rotii.
Fabricarea bandajului
Bandajele
se executa din otel carbon nealiat cu o rezistenta la
rupere la tractiune de minim 70 daN/mm2. Caracteristicile
mecanice ale otelurilor pentru bandaje, prevazute in standardele interne
si internationale.
Bandajele
se executa prin forjare si laminare din calupuri de otel
debitate din lingouri sau tagle la temperatura de 95010000C.
Dupa
laminare acestea se supun unui tratament termic de normalizare la o
temperatura de 900.9500C.
Rugozitatea
suprafetelor prelucrate care vin in contact cu centrul de roata este
de 5 m, cea a suprafetei de rulare de 120 m, iar a flancului exterior de 60 m.
Bandajul
ca piesa separata se prelucreaza numai pe suprafetele
exterioare care vin in contact cu centrul de roata, prelucrare care se
executa pe un strung carusel cu mai multe suporturi pentru cutite.
Fabricarea inelului de fixare(Borck)
Inelul
de fixare se executa din bare
laminate de otel (OL-37) avand profilul conform celui din figura.4.
Inainte
de indoire bara se taie la o astfel de lungime ca dupa montarea pe
roata, intre capetele libere ale inelului sa nu fie o
distanta mai mare de 5mm.
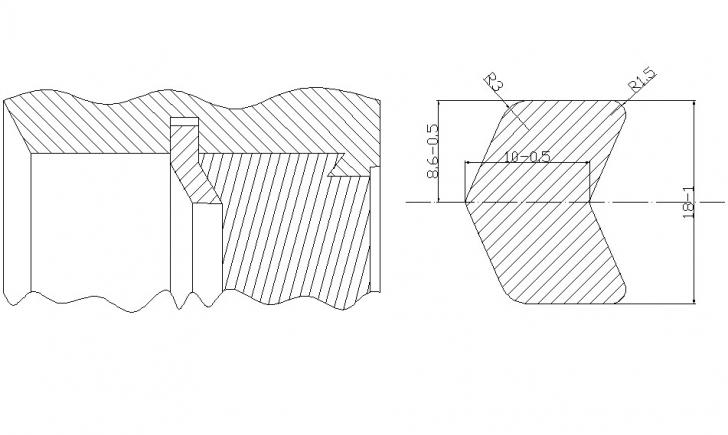
Fig.4. Profilul inelului de fixare
1.6.
Fabricarea rotilor monobloc
Se manifesta tot mai
pregnant tendinta generala de a se folosi la vagoane roti
monobloc, executate dintr-o singura bucata, la care butucul si
membrana sunt asemanatoare cu cele de la roata disc dar obada are o
sectiune mai mare, incluzand si pe aceea corespunzatoare bandajului.
S-a
extins folosirea rotilor monobloc laminate din otel la vagoane
si la vehiculele motoare, in special la cele de mare viteza.
Ele
se executa in mod obisnuit din otel nealiat, dar in multe
tari si din fonta turnata.
Fabricarea
rotilor monobloc se executa
prin forjare si laminare din calupuri de otel debitate din lingouri.
Aceasta are loc pe masini automatizate.
In
laminor roata are o pozitie verticala fiind centrata de trei
role (fig.4). Rolele 1 si 2 sunt deplasabile astfel ca se pot fabrica
roti de diferite diametre.
In
presa de ambutisare si perforare se da forma necesara,
adica ondularea discului si perforarea butucului rotii. Pe fiecare roata se
marcheaza beneficiarul si data, la o temperatura de minim 950sC.
Racirea lor se face incet, neinfluentata
sau se executa o racire comandata de beneficiar.
La
unele administratii de cale ferata se aplica o calire a
flancului exterior si a suprafetei de rulare, mai ales la vehiculele motoare.
Deoarece
dimensiunile rotii ca semifabricat se apropie foarte mult de dimensiunile
rotii finisate, este necesar un
numar mic de operatii de prelucrari mecanice .
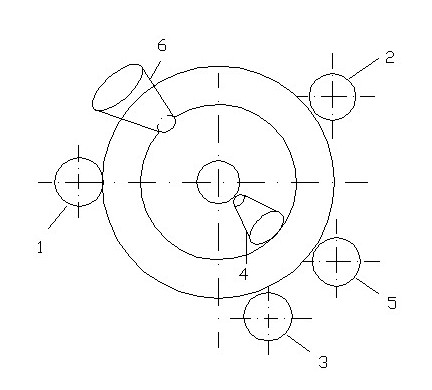
Fig.4.: 1,2,3-role, 4,5-cilindri de laminare, 6-role
pentru delimitarea latimii coroanei

Fig.5.

Fig.6.

Fig.7.

Fig.8.

Fig.9.

Fig.10.

