PROIECTAREA
ECHIPAMENTULUI DE SUDARE
1 Instalatia de
sudat electrica prin presiune dublu punct
Sudarea
dublu punct cu electrozii de aceiasi parte (figura 36), se utilizeaza
in cazul tablelor relativ
subtiri, de dimensiuni mari, la care nu se poate folosi sudarea clasica prin
puncte, din cauza lungimii relativ reduse a bratelor portelectrozilor de sudare.
La acest procedeu de sudare dublu punct, curentul de sudare se inchide prin cei
doi electrozi, componente si printr-o tabla de cupru (rezistivitate redusa)
aflata sub locul in care urmeaza a fi realizate punctele sudate.
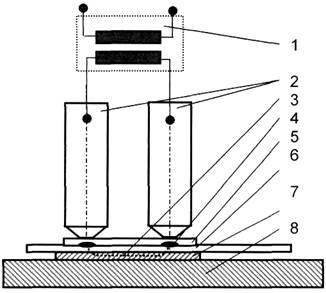
Fig.36 Schema principiului de sudare dublu punct
1-
transformator de curent, 2- electrozii de contact, 3- linii de curent, 4- punct
de sudura,
5,6- componente supuse sudarii, 7- placa suport de Cu, 8- masa
instalatiei
Instalatia de sudare dublu punct
proiectata este cu transformator incorporat. Utilizarea manuala a
capului de sudare (transformator cu electrozii de sudare) este dificila,
datorita greutatii relativ ridicate, masa acestuia fiind de cea.
25 kg.
Semiautomatizarea consta in realizarea unui manipulator
care sa permita ridicarea si deplasarea capului de sudare in locul
dorit, cu mai multe grade de libertate pe intreaga suprafata a mesei de
pozitionare, conform figurii 37.
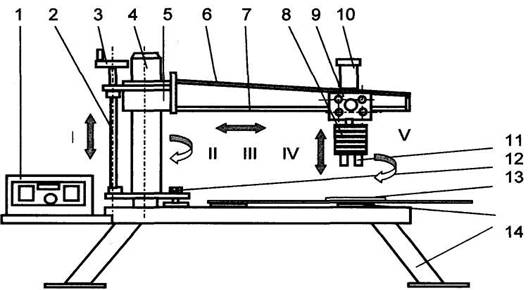
Fig.37 Schema de principiu si cinematica
a instalatiei de sudat dublu punct
1-
tablou de comanda, 2- surub de ridicare, 3- roata de mana,
4- coloana, 5- bucsa
de ghidare, 6- pofile de
rigidizare, 7- ghidaje pentru deplasarea caruciorului, 8-
transformator pentru sudare
prin presiune, 9- carucior, 10- cilindru pneumatic,
11 - electrozii de contact
din Cu, 12- sistem cu bila pentru pozitionarea coloanei,
13- componente supuse
sudarii, 14- placuta de Cu, 15- masa instalatiei
Conform figurii, capul de
sudare (transformatorul) cu cei doi electrozi se poate roti in jurul axei sale,
miscarea (V), poate oscila stanga-dreapta pentru o asezare a
electrozilor cat mai perfecta pe suprafata componentelor de sudat
prin intermediul
unei articulatii, se poate ridica sau cobori cu ajutorul unui cilindru pneumatic, miscarea
(IV), se poate deplasa longitudinal pe ghidaje, miscarea (III), se poate rotii prin
intermediul coloanei pentru a ajunge in pozitia de sudare, miscarea (II) si
se poate pozitiona mai sus sau mai jos in functie de grosimea si
forma
geometrica a componentelor supuse sudarii, prin intermediul
dispozitivului cu
surub si piulita, miscarea (I)
Conform figurii
manipulatorul este alcatuit din masa de sustinere (15) la care sunt prevazute un anumit numar de
gauri, pentru pozitionarea prin intermediul unor stifturi a unor
placute din cupru (14), (fig.38) Aceste placute au rolul de
inchiderea curentului
electric prin varful celor doi electrozi (11) in timpul sudarii. S-a ales
acest sistem
cu placute, pentru a economisi cuprul ca material scump si deficitar
pe intreaga
suprafata a mesei de pozitionare. in acest mod, in locul in care
urmeaza a se
efectua sudarea dublu punct, se pozitioneaza o astfel de
placuta in gaurile prevazute, iar deasupra acesteia se
pozitioneaza reperele (13) ce urmeaza a fi sudate. in masa este
incastrat un ax, care impreuna cu rulmenti - teava formeaza
coloana
pivotanta (4), care sustine prin intermediul bucsei de ghidare
(5) ghidajele (7). Pe aceste ghidaje, prin intermediul unui sistem cu role se
monteaza caruciorul (9) care are rolul de transport si sustinere a
transformatorului de sudare (8) prevazut cu electrozii de contact (11)
Bratul,
constituie suportul pentru miscarea de translatie pe care o
executa
 caruciorul, (9). Caruciorul constituie suport
pentru cilindrul pneumatic (10), care
caruciorul, (9). Caruciorul constituie suport
pentru cilindrul pneumatic (10), care
actionat prin intermediul unui distribuitor manual
interpus pe reteaua de aer
comprimat, va permite manevrarea pistoletului de sudare
in limitele de 35mm.
|
Fig. 38 Modul de pozitionare al
patinelor
de cupru
de sub componentele
care se sudeaza
|
Instalatia
permite reglarea pe verticala grosier, apoi permite rotatia
bratului si indexarea
in pozitia dorita. Caruciorul
face miscarea de translatie
ducand capul de sudare la locul dorit. Piesa este fixata pe masa, gata pregatita pentru sudura prin puncte. in acest moment capul de sudare se afla deasupra
locului (punctelor) unde se
va face sudura. Alimentand cilindrul
cu aer comprimat, pistoletul
va apasa prin propria greutate,
G = 25 kg, realizand contactul
celor doi electrozi cu piesa
ce urmeaza a fi sudata. Daca
greutatea pistoletului se dovedeste insuficienta, (functie de grosimea tablelor care se sudeaza)
se va incarca acesta cu greutati
suplimentare. Viteza si forta
de ridicare se va regla cu ajutorul
unui drosel de aer.
Pentru mentinerea patinelor de cupru in platoul mesei
(fig.38) se practica siruri de
gauri cu diametrul de 10 mm la o distanta de 50 mm,
exceptie facand zona
in care este fixat pivotul pe care este fixat bratul instalatiei.
Alimentarea transformatorului de sudare dublu punct se
face prin intermediul unui
programator de timp si curent
care comanda conform programului, timpii de lucru si curentul de sudare.
In
figura 39 se prezinta schema pneumatica a instalatiei de sudat
dublu punct.
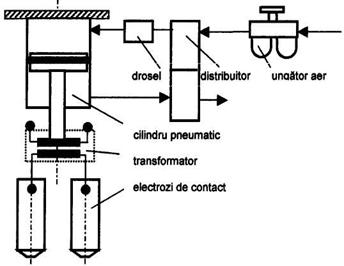
Fig.
39 Schema pneumatica a instalatiei
2
Calculul transformatorului de sudare
Fig. 40 Miezul transformatorului
Puterea
absorbita de retea: (S1)
 ; [VA]
; [VA]
= 95 . 98% ; randamentul transformatorului
a.
Sectiunea
miezului magnetic (SFe)
 ; [cm2]
; [cm2]
b.
Curentul in circuitul
primar (I1)
 ; [A]
; [A]
c.
Numarul de spire
pe volt (W0)
 ; [Sp/v]
; [Sp/v]
B
= 1 . .1,8T ; inductia magnetica care este in functie de grosimea
tablelor si de calitatea acestora.
d.
Numarul de spire
pe infasurarea primara (W1)
 ; [spire]
; [spire]
e.
Diametrul
conductorului infasurarii primare (d1)
 ; [mm]
; [mm]
J1 = 1,6 . .4 A/mm2 ,
densitatea de curent
f.
Latimea
tolelor corespunzatoare sectiunii miezului magnetic SFe ;
(a)
 ; (cm)
; (cm)
g.
Numarul necesar
de tole (n)

δ = 0,035 . .0,05 cm grosimea
tolei de tabla silicoasa
h.
Grosimea miezului
magnetic (b)
 ; [cm]
; [cm]
i.
Numarul de spire
pe infasurarea secundara (W2)
W2 se adopta. De obicei se ia o
spira
j.
Tensiunea in circuitul
secundar (U2)
 de unde rezulta
de unde rezulta
 ; [V]
; [V]
ΔU
= caderea de tensiune ΔU ≈ 5%
k.
Curentul in circuitul
secundar (I2)
 ; [A]
; [A]
l.
Patura de curent
totala ( 2(I∙W) )
 ; [A]
; [A]
m.
Diametrul
conductorului infasurarii secundare (d2)
 ; [mm]
; [mm]
J2
= 1,6 . .6,5 A/mm2 ; densitatea de curent
n.
Suprafata
sectiunii infasurarii secundare (s2)
 ; [mm2]
; [mm2]
o.
Sectiunea
totala a spirelor infasurarilor (Scu)
 ; [cm2]
; [cm2]
p.
Sectiunea
ferestrei miezului magnetic (Sf)
SFe
= 
q.
Inaltimea
ferestrei miezului transformatorului (Hf)
 ; [cm]
; [cm]
A
= 80 . .280 A/cm ; patura de curent specifica
r.
Latimea
ferestrei miezului transformatorului (Lf)
 ; [cm]
; [cm]
s.
Greutatea miezului
magnetic (GFe)
 ; [daN]
; [daN]
γ
= 7,55 daN/dm2
t.
Lungimea
medie a unei spire (Is)
 ; [cm]
; [cm]
u.
Greutatea
cuprului din infasurari (GCu)
 ; [daN]
; [daN]
γCu =
8,9 daN/dm3
Parametrii de mai sus au
fost calculati cu ajutorul programului MathCad 2000 in Anexa 2
3 Calculul cilindrului
pneumatic

Fig.41
Cilindru pneumatic cu piston si arc de revenire
Ecuatia de echilibru static al
fortelor care actioneaza asupra pistonului este:
PrA = Fs
+ Ff + Pe﴾A - At﴿ + PaAt
+ Farc
in care:
- Pr
- presiunea absoluta din spatiu in care intra aerul, egala
cu presiunea
din reteaua de
alimentare;
- Pe
- presiunea din spatiu in care se face evacuarea aerului, Pe
=103 Kgf/m2
- Pa
- presiunea atmosferica;
- A -
suprafata pistonului,  m2
m2
- At
- sectiunea tijei,  m2
m2
- Fs
- sarcina maxima de actionat (sarcina utila + rezistentele
datorate frecarilor din mecanismul actionat);
Ff - fortele de frecare
interne ale cilindrului
Farc - forta arcului de
readucere
Forta de frecare a garniturilor
se calculeaza cu relatia:

in care:
De - diametrul
interstitiului de etansat, respectiv al tijei;
ba -
latimea activa a garniturii;
μ - coeficientul
de frecare;
P - presiunea
relativa din cilindru.
Tabel 12
Datorita jocului existent in bucsa de
ghidaj, la aparitia unei forte transversale T la capatul tijei
sau dintr-o imprecizie a montajului, tija se va inclina, sprijinindu-se pe muchiile ghidajului
(figura 42).
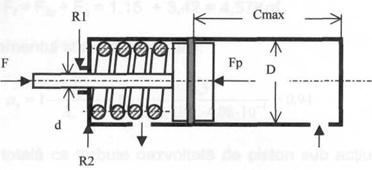
Fig. 42 Fortele de reazem si forta
transversala a capatului tijei
cilindrului
pneumatic
Fortele de reazem R1 si R2
au valori maxime la capatul cursei de iesire a tijei din cilindru.
Relatiile de calculai fortelor R1
si R2 fara sa se mai tina seama de
jocul din ghidaj
sunt:
 ;
;  ;
; 
deci suma fortelor ce se aplica in
ghidaj la capatul cursei este:
 ;
;
ceea ce conduce la o forta de frecare: 
Forta totala
ce trebuie dezvoltata de piston sub actiunea aerului comprimat este:
 , unde K - coeficient,
, unde K - coeficient,
Tija cilindrului pneumatic este
solicitata la tractiune si compresiune. Se folosesc formulele lui Euler sau ale lui
Tetmajier-Iasinski, dupa cum tija se afla in domeniul elastic sau
plastic.
Tijele se executa din otel
carbon cu coeficientul de zveltete λ0 = 90 si
modulul de elasticitate E
= 2,1 ∙ 106 Kgf/cm2.
Pentru:
 , tija va fi in
domeniul elastic de flambaj;
, tija va fi in
domeniul elastic de flambaj;
 , tija va fi in
domeniul plastic de flambaj.
, tija va fi in
domeniul plastic de flambaj.
Calculele pentru
dimensionarea cilindrului pneumatic au fost efectuate cu ajutorul programului
"MathCad 2000" in Anexa 3 in care s-a plecat de la urmatoarele date
initiale:
- viteza de
deplasare a cilindrului
vcil
= 0.18 [m/s]
- forta
dinamica a cilindrului
Fd
= 120 [daN]
S-au
obtinut urmatoarele marimi:
- forta
normala
Fn
= 368 [daN]
- forta
axiala care actioneaza asupra sarcinii
Fs
= 368 [daN]
- forta
totala din cilindrul pneumatic
Ft
= 488 [daN]
- presiunea
maxima din cilindru
pmax
= 5,5 [bar]
- aria
cilindrului pneumatic
Acp
= 88,727 [cm2]
- diametrul
cilindrului pneumatic
d
= 106,288 [cm]
In
urmatoarea etapa se alege din catalog un cilindru pneumatic cu
urmatoarele caracteristici:
-
diametrul cilindrului
Dcil
= 105 [mm]
-
diametrul tijei pistonului
dtija
= 50 [mm]
-
lungimea tijei
ltija
= 120 [mm]
-
randamentul cilindrului
cil
-
presiunea nominala de lucru
pn
- 5,36 [bar]
Faza de actionare.
Timpul de actionare:
 [s]
[s]
In figura 43 sunt
prezentate diagramele fazei de actionare:
Fig.43 Diagramele fazei
de actionare
Se observa ca, in
faza de actionare exista doua pozitii in care pistonul se opreste si chiar
porneste inapoi, ceea ce poate fi evitat fie prin micsorarea
fortei arcului, fie prin
marirea orificiului de intrare a aerului.
Timpul de pregatire la intoarcere.
tpi = tpdi + tppi + tpgi
Ca si la cursa de ducere, timpul de deschidere a
distribuitorului este:
tpdi = 0,20 [s]
Timpul de propagare a
undei de presiune este:
tppi =
tpp = 2,93.10-3 [s]
Pentru
calcularea timpului de golire se determina mai intai, presiunea la care se pune pistonul in
miscare datorita arcului de revenire, cu ajutorul relatiei:

 [Kgf/m2]
[Kgf/m2]
c -
constanta arcului, c = 167 Kgf/m.
Deoarece curgerea are loc in regim supra critic, timpul de
golire a spatiului din cilindru se determina cu relatia:

Atunci: tppi = 2,93.10-3 s, deci:
tpi = 0,2 + 2,93.10-3 +
1,62.10-3 = 0,204 s
Faza
de intoarcere.
Timpul de miscare la intoarcere
este:
 [s]
[s]
Presiunea la capatul cursei este p = 3,73 Kgf/cm2.
8.
Durata totala a ciclului de functionare, fara timpii de
stationare, va fi:
tt = tp + ta
+ tpi + tmi = 0,240 + 0,599 + 0,204 + 0,365 = 1,408s