Prototiparea rapida
Generalitati
In
ultimii 40 de ani ingineria a luat un avant considerabil. Acesta a fost impus
de schimbarile survenite in majoritatea mediilor cu care ingineria
interactioneaza in general cat si de avansarea tehnologica
pe care a adus-o folosirea computerelor care au devenit din ce in ce mai
performante si acum sunt indispensabile tehnicii. Tendinta din
aceasta perioada a fost de consum deoarece preturile au
scazut drept consecinta a globalizarii, tehnica a evoluat, standardele
au devenit foarte riguroase, iar legile au inceput sa protejeze mai mult
cosumatorul. Competitia
astfel s-a intensificat deoarece firmele trebuie sa se conformeze cat mai
repede precizarilor clientilor care pot fi foarte vagi sau care se
pot schimba foarte repede, iar dorinta ca un produs sa aiba si un
aspect placut, pe cat posibil sa fie unul inovativ, cat si o functionalitate buna este mai mare
ca niciodata.
Proiectarea asistata de calculator(CAD) a
fost introdusa in anii 1970. Acest lucru nu a fost la inceput foarte inovativ
in afara de faptul ca plansa a fost inlocuita cu monitorul
unui calculator, dar cu timpul aceasta a permis integrarea normelor impuse de
client mult mai repede in productie, designul produsului a putut fi
stabilit din timp pentru a-l face cat mai atragator cu putinta pentru a se putea
vinde in cantitati mari, pentru a placea diferitei clientele si
pentru a-l distinge de restul produselor concurente.
Un sistem CAD foloseste diverse elemente si
structuri de date pentru a defini un detaliu, dar geometria este doar o parte
din datele pe care se retin, urmand altele ca materialul, calitatea
suprafetei, ciclul de productie etc.
Aceste
elemente pot fi :
0D- punctele ce definesc
colturile
1D- liniile ce definesc un model liniar
2D- model format numai din contur
3D- modelul solid
Modelele
solide sunt cele optime folosite in prototiparea rapida chiar
daca
in principiu orice
sistem CAD ce poate realiza modele 2D poate fi folosit.
Cerintele la care trebuie sa se supuna un sistem CAD sunt:
Parametrizarea desenelor 3D astfel
in loc de masuratori precise elementele vor fi interconectate prin
functii matematice
Realizarea de modele hibrid care
reprezinta combinatii intre modele solide si de suprafata
pentru un efect optim
Baza de date continua si lipsita
de date stocate in mod inutil de mai multe ori pentru a imbunatati
capacitatea de stocare si viteza programului
Posibilitatea de conectare la un sistem de
prototipare rapida
Intre CAD si prototiparea rapida s-a
creat o conexiune care ofera avantaje in privinta multor aspecte
legate de imbunatatirea producerii de prototipuri mai mult sau
mai putin complexe, de timpul in care acestea pot fi realizate astfel imbunatatind
timpul total al ciclului de postproductie apoi realizandu-se si serii
mici de piese sau matrite pentru producerea de alte piese.
Prototiparea
rapida este un procedeu tehnologic in contrast cu procedeele abrasive cum
ar fi eroziunea, gaurirea, polizarea si asa mai departe. Acest
procedeu tehnologic este unul generativ sau de adaugare de material prin
care un produs se formeaza prin adaugarea de elemente volumice spre
deosebire de cele abrasive prin care produsul este realizat prin indepartarea
de material.
Termenul de prototipare rapida este cel mai
uzitat pentru a descrie acest proces generativ, chiar daca acesta nu este si
cel mai corect din punct de vedere semantic.
Cuvantul 'rapid' descrie ceva relativ deoarece trebuie sa fie corelat
cu alti termeni pentru a descrie 'viteza' cu care se desfasoara
procesul care depinde foarte mult de forma si complexitatea produsului. La fel si termenul de prototipare nu
este cel mai exact deoarece procedeul nu se ocupa exclusiv cu realizarea
de prototipuri, in afara de modele executate pentru demonstratii
practice si cele care prezinta designul produsului se realizeaza
unelte si matrite chiar si in serii mici. Cu toate acestea
termenul de 'prototipare rapida' este cel consacrat si intiparit
in memoria tuturor deci si cel mai folosit.
Mai exact prototiparea
rapida reprezinta procese 2½D care sunt adaugate pe contururi 2D
cu grosime constanta. Stratul este conturat intr-un plan x-y pe 2
dimensiuni, a treia dimensiune va rezulta din multimea de straturi depuse
unul peste celalalt, dar nu va fi o coordonata constanta z. Astfel
modelele sunt formate din parti 3D dispuse foarte exact pe planul de
lucru pe directia x-y care copiaza
mai fidel produsul dorit cu cat inaintarea pe directia z se face in mai
multe straturi.
Prin prototiparea rapida
se pot produce atat modele pozitive cat si negative. Negativele sunt
reprezentate de matrite si de stante pentru a produce alte
pozitive, acest proces fiind numit si proces generativ de creare de scule
sau prototiparea rapida a sculelor
Prototiparea
rapida are doua componte fundamentale:
- Generarea informatiei matematice
despre straturi
- Generarea fizica (efectiva) a
straturilor
Generarea
de informatii despre straturi este bazata doar pe un desen in CAD.
Acest desen va fi taiat in straturi prin metode matematice, care vor fi
ulterior folosite de masina de prototipat pentru
a ridica modelul real prin suprapunerea acestora in ordinea
corespunzatoare
Fig.1.1 Ciclul realizarii unei piese prototipate rapid
Producerea
de modele si de prototipuri folosind prototiparea rapida
necesita ca geometria produsului sa fie disponibila ca o inregistrare
3D a datelor. Acest lucru este cel mai des realizat printr-un model virtual
realizat intr-un sistem CAD in 3D. Daca incercam sa
examinam fluxul de informatii, realizam ca aceasta se
imparte in doua. Astfel avem o parte care deserveste designului, acesta
fiind realizat de sofwear-ul programului CAD iar cea de-a doua parte care
deserveste prototipatorul are nevoie de un soft specializat. 
Fig.1.2 Fluxul de date la prototiparea
rapida
In practica avem nevoie de
informatii precise pentru a realiza produse prin acest procedeu generativ,
deoarece modelul realizat pe baza acestor date va corespunde sau nu
cerintelor in functie de calitatea acestora.
Procedee de prototipare rapida
2.1 Fotopolimerizare-Stereolitografia (SL)
Stereolitografia
sau fotopolimerizarea reprezinta aplicatia in industrie a solidificarii
monomerilor lichizi.
Stereolitografia
sta la baza tuturor proceselor de prototipare rapida folosite in
industrie, avand mai mult de 2500 de aparate (la sfarsitul anului 2001) in
toata lumea numai 600 din ele fiind in Japonia.
Teoretic functionarea masinilor de
stereolitografiere ce folosesc rasina lichida consta dintr-un container ce are atat rol de camera
de formare, cat si de depozitare, umpluta cu monomer lichid. Este
echipata cu o platforma de constructie deplasabila pe directia
z si un laser care proiecteaza datele primite de la computer pe
suprafata rasinii astfel realizand un strat. Platforma apoi
transporta modelul pe suporti ce tin proiectii si parti
ale modelului care nu sunt conectate si faciliteaza coborarea modelului pe
platforma de constructie si scoaterea de pe platforma si il
coboara cu grosimea unui strat dupa ce un strat s-a solidificat. Apoi un
nou strat este pregatit, expus si solidificat si asa mai
departe. In acest fel modelul se va mari strat cu strat de jos in
sus.
2.2 Prototiparea din straturi laminate (LLM)
In LLM sau LOM (laminated object
modeling) un laser CO2 va taia un contur coordonat de scanner.
Procesul consta atat in generarea modelului dar si in taierea
acestuia. Modelul 3D se realizeaza prin conectarea (lipirea) straturilor
succesive. Lipirea straturilor se face prin folosirea de materiale ce au deja un
strat de adeziv pe baza de polietilena sau adezivul se adauga in
timpul generarii de straturi. Nu este nevoie de suporti. In functie
de proces partile ce nu apartin modelului vor fi aschiate dupa
ce fiecare strat este conturat sau vor ramane in model pentru a fi scoase
mai tarziu. In acest ca sunt taiate in patrate mici rezultand niste
reziduuri cubice in model. Dupa ce modelul va fi scos afara din masina
partile trebuie scoase.
Modelarea prin aplicarea de material topit (FDM)
FDM (Fused Deposition Modeling).
Procedeul consta in topirea unui material plastic care are forma de
fir cu ajutorul unei duze incalzite si aplicarea materialului topit
si pastos pe model. Generarea de straturi consta din racirea
prin conductie termica. Avantajul folosirii acestui procedeu este
varietatea mare de materiale polimerice care pot fi folosite. Un alt avantaj
este multitudinea de culori care pot fi folosite datorita faptului ca
materialul poate fi schimbat in timpul procesului. Si acest procedeu de PR
are nevoie de suporti
Printare tridimensionala (3DP)
Procedeul consta din injectarea
unui lichid pe baza de apa intr-o masa de pulbere de amidon
printr-un cap de imprimata pe baza de tus, rezultand o
solidificare locala, apoi generand elementele unui nou strat si
unindu-l cu anteriorul. Pulberea care nu este udata ramane in camera
de constructie si are rol de suport pentru model. Modelul trebuie
infiltrat cu ceara sau rasina epoxidica altfel neputand fi
rezistent la tensiuni mecanice. Acest procedeu este redus pentru a respecta
cerintele de viteza si de utilizare cat mai usoara. Gradul
de reproducere a detaliilor este scazut, fara utilizarea unui
infiltrator special modelele nu rezista la tensiuni mecanice, dar
materialul folosit este ecologic.
Sinterizarea laser
Pulberile dispuse ca pat sunt
materialele necesare pentru formarea de straturi de solid unde acestea sunt
topite de fasciculul laser. Acest procedeu se numeste sinterizare deoarece
topirea voita seamana cu un procedeu clasic de sinterizare
realizata prin difuzie controlata. Termenul sinterizare este
imprumutat din metalurgia pulberilor si descrie cum o pulbere
capata forma solida a matritei, atunci cand este supus
incalzirii la o temperatura ridicata ,aplicandu-se asupra lui
si o presiune mare.
3.1 Sinterizarea selectiva cu laser (SLS)
Prin incalzirea particulelor la o temperatura
inalta si aplicarea in acelasi timp a unei presiuni mari intre
particulele vecine se vor forma punti ele astfel unindu-se.
Sinterizarea laser folosita ca un procedeu de prototipare rapida
nu va depinde de presinune si de timp ca in cazul sinterizarii
clasice, avand loc numai o activare termica a particulelor pentru o scurta
perioada de timp.
Particulele sunt libere in
patul de pulbere, acestea sunt topite
selectiv de raza laser astfel unindu-se intr-un strat. De fapt acesta este un
procedes de topire partiala si solidificare numit sinterizare
slectiva cu laser sau sinterizare lichida cu laser.
Deoarece conditiile clasice de a avea o
presiune ridicata si de a avea un timp de mentinere mare nu mai
trebuie indeplinite, trebuie sa presupunem ca sinterizarea laser nu
presupune difuzia, ci o topire in faza incipienta sau o fuziune a
particulelor de pulbere.
Procedeele de sinterizare cu laser se bazeaza
pe proprietatea pulberilor de a avea o suprafata de contact mai mare decat
cea a solidelor si ca fiecare sistem tinde spre energia libera
minima. In consecinta particulele vecine vor fi topite incipient doar
pe suprafata, iar suprafata totala va scadea prin lipirea
suprafetelor particulelor.
Procesul de sinterizare este cel mai bine descris ca fiind o interactiune
dintre vascozitatea particulei la inceputul fuziunii si tensiunii
superficiale. Ambele depind de temperatura si de material.
Drept
materiale pentru sinterizarea selectiva cu laser putem folosi:
Pulberi din materiale polimerice
Acestea au avantajul ca au o
temperatura de topire mica, aceasta fiind in jurul celei de 200sC
ceea ce avantajeaza sinterizarea si ca au o contuctivitate termica
ridicata.
Materialele polimerice cristaline si amorfe
se comporta foarte diferit. Cele amorfe sunt caracterizate ca au o
plaja vasta de valori ale temperaturii in care se inmoaie sau trec in
alta stare de agregare fara modificari bruste ale
proprietatilor mecanico-tehnologice ale acestora, pe cand cele
cristaline isi modifica aceste proprietati intr-un timp
foarte scurt, Poliamida (nylon) este polimerul cristalin ce se foloseste
cel mai des ca material pentru sinterizarea cu laser si dintre polimerii
amorfi se folosesc policarbonatul si polistirenul.
Pulbere Metal-Polimer
Primul
pas in sinterizarea pulberii metalice este facut cu ajutorul pulberilor
metalice legate prin polimeri. Acest procedeu nu este radical diferit de
sinerizarea particulelor polimerice, astfel invelisurile polimerice ce
ascund pulberile metalice sunt sinterizate si 'lipesc' particulele
metalice din interiorul lor formand astfel asa numitul produs crud.
Al doilea pas consta in indepartarea
particulelor polimerice prin incalzire, iar al treilea pas sunt infiltrate
cu un metal cu temperatura de topire mica de exemplu cuprul intr-un
cuptor cu atmosfera reducatoare. Acest procedeu este unul ce necesita
tehnologii si instalatii de un standard ridicat.
Pulbere metal-metal
Atunci
cand o pulbere metalica care are o temperatura de topire mica
este amestecata mecanic cu alta pulbere care are o temperatura
de topire ridicata procedeul este accelerat si devine mai sigur.
Functia de liant este preluata de catre pulberea care are
punctul de topire mai mic. Un
model produs astfel nu are aceleasi proprietati ca si cele
produse din aliaje folosite la productia in serie si deci pot fi
folosite numai la o fractiune din potentialul lor.
Pulbere metal
La inceput sinterizarea a fost folosita indeosebi
pentru polimeri, dar acesta acum poate fi folosita si pentru metale
care in stare topita au o tensiune de suprafata mai mare si o vascozitate
mai mica decat a materialelor plastice.
Forta activa este deci tensiunea de
suprafata iar cea reactiva este vascozitatea, ambele fiind mai
favorabile decat in cazul materialelor plastice, dar totusi temperatura la
care se desfasoara procesul si implicit complexitatea
constructiva sunt mult mai ridicate.
Acest procedeu este inca in faza de dezvoltare in
centre ca : Universitatea din Texas si Institutul de tehnologie laser si
Institutul de tehnologie a productiei din Aachen.
In principiu se urmeaza doua cai : sinterizearea directa
a materialelor metalice ca in cazul sinterizarii selective cu laser si
o generatie ce are la baza suportul laser derivat din procesul de
acoperire. Se urmareste extinderea procesului de sinterizare si
pentru materialele ceramice
3.2 Avanatjele sinterizarii laser
Imbinarea prin incalzirea cu fascicul
laser ii confera avantajul de a putea fi folosit in mult mai multe
aplicatii si o arie mult mai mare de selectie a materialelor
folosite fata de stereolitografiere. Modelele rezultate sunt
rezistente din punct de vedere mecanic si termic, depinzand totusi de
materialul folosit, in unele cazuri fiind foarte aproape ca proprietati
de modelele functionale produse.
Pulberea ce nu a fost folosita poate
fi reciclata si folosita din nou
Curatarea, teoretic, nu necesita
decat o perie si o masina de sablat, nu este nevoie de solventi
Este in esenta un proces format
dintr-un singur pas, nu avem nevoie de suporti sau de o elaborare
ulterioara
Modelele pot fi folosite imediat ce au
fost produse
3.3 Dezavantajele sinterizarii laser
Precizia care se poate obtine este in
esenta limitata de marimea particulelor folosite, iar
materialul si proprietatile sale de absorbtie cat si
conductivitatea termica determina viteza maxima de realizare a
modelului si puterea laserului necesare
Modelele tind sa nu isi pastreze
forma ceruta initial, acestea 'cresc' in functie de relatia
dintre pulberea folosita si conductivitatea termica. Astfel
particule din materiale ce nu apartin pulberii sau pulberilor folosite la
sinterizare sunt inglobate prin conductie termica, modelul capatand
pe suprafata un aspect asemuit cu o 'blana'
Porii din interior sunt mai greu de eliminat decat in cazul
stereolitografierii, fiind inevitabil ca in interiorul modelului sa nu
existe particule libere sau foarte putin legate de cele vecine. Aceste particule scad precizia si se
pot detasa mai tarziu cand modelul este deja folosit, deci aceste modele
nu pot fi sterilizate si folosite apoi in domeniul medical.
Pentru a evita oxidarea,
sinterizarea are loc intr-o incinta in care exista un gaz inert, de
obicei azot
Deoarece sinterizarea are loc intr-un punct
apropiat de cel de topire, intregul pat de pulbere trebuie sa fie preincalzit
uniform aproape de acesta temperatura pentru ca procesul sa fie
eficient.Temperatura trebuie continuta in limita a cateva grade celsius,
iar incalzirea si racirea se fac destul de incet.
Principii legate de aparatura folosita
Principiul generarii de straturi
In sinterizarea cu laser particule care de obicei
au dimensiuni intre 50 si 100 m sunt dispuse sub forma de pat fiind
aproape una de cealalta, pot fi chiar presate putin daca este
necesar. Acestea sunt topite partial de un fascicul laser, solidificandu-se
prin racirea datorita conductivitatii termice si
unindu-se intre ele formand astfel un strat compact. Prin coborarea acestui
strat si realimentarea cu pulbere in analogie cu primul strat, cel de-al
doilea se solidifica si se conecteaza cu primul.
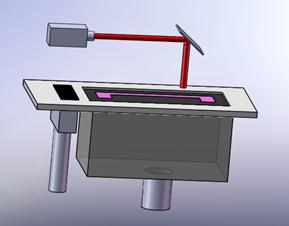
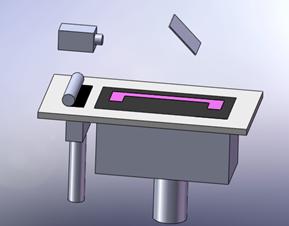
Fig.1.5 Actiunea
fascicolului laser Fig.1.6 Alimentarea cu
pulbere cu ajutorul
rolei asupra patului de pulbere
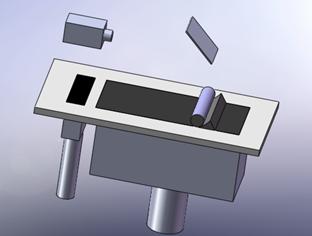
Fig.1.7
Inlaturarea surplusului de pulbere
Design
Este
important pentru functionalitatea tehnica a acestui procedeu de a
construi camera in care are loc sinterizarea in asa fel incat poate fi
preincalzita pana aproape de temperatura de topire a materialului de
sinterizat, astfel raza laser trebuie doar sa faca mica
diferenta de energie pentru a se realiza sinterizarea. Temperatura trebuie
mentinuta cu o precizie de cateva grade celsius, iar oxidarea
materialului trebuie evitata ;acest lucru de obicei se face prin folosirea
unui gaz inert (azot) .
Sinterizarea
laser functioneaza fara suporti deoarece pulberea
nesinterizata este asezata sub forma de pat si
sustine modelul.
In practica
aproape toate modelele sunt pozitionate in aparat fara o baza
datorita criteriilor de precizie si economie. Atunci cand parametrii
sunt corect alesi rezultatele vor fi excelente.
4.3 Materiale
Cele mai bune materiale pentru sinterizarea laser
sunt considerate la ora actuala materialele polimerice, si pulberile
metalice dar procesul poate fi executat in principiu cu orice materiale care
pot fi topite intr-o faza incipienta si apoi sinterizate,
solidificandu-se apoi din nou dupa ce sunt racite .Se folosesc particule
de 20..100 m. Materialele cristaline ce se topesc in totalitate formeaza suprafete
cu un grad mai mare de finisare decat materialele amorfe, dar datorita
tensiunii superficiale se formeaza si mici cavitati care inrautatesc
aspectul.
Datorita faptului ca in procesul de
sinterizare nu se aplica presiune, densitatea pieselor produse va fi mai
mica decat a pieselor produse prin injectare in matrite. Exista si
o diferenta intre tendinta de scadere in volum intre
materialele cristaline si cele amorfe. Materialele cristaline isi
modifica semnificativ volumul in timpul topirii si astfel au tendinta
de a-si micsora volumul, materialele amorfe sunt considerate mai
rezistente la modificarile de volum functie de densitatea obtinuta.
Aceasta tendinta este deja luata in considerare aplicandu-se
un coeficient de scadere volumica determinat empiric astfel ca
volumul este determinat cu o precizie ridicata inca de la inceput.
Timpul de elaborare si precizia
Acestea depind de geometria pieselor si deci
de pozitionarea acestora in camera de constructie. Timpul de
elaborare a piesei pe directia x-y este mult mai mare decat in constructia
pe axa z. In general viteza aproximativa este de 10mm/h. Precizia este data
de diametrul fasciculului laser. Diametre ale razei de aproximativ 0,4mm dau o
acuratete de ± 0,15 pana la 0,2 mm.
Post-productia
Dupa ce procesul de elaborare este incheiat
modelul este acoperit complet de pulbere. Majoriatea sinerizarilor au loc
la temperaturi intre 170 si 200sC, mai ales cand sinterizam materiale
polimerice. Pentru a asigura o racire uniforma este necesar ca dupa
ce ultimul strat a fost ridicat, peste acesta se va aplica un strat aditional
de pulbere gros de cativa centimetri. Dupa ce modelul s-a racit
complet, ceea ce poate dura si cateva ore datorita conductivitatii
slabe a caldurii pulberea nesinterizata se va indeparta cu grija
incepand cu partea exterioara. Chiar daca teoretic piesa este foarte
putin inglobata in pulberea nesinterizata si aceasta poate
fi indepartata usor prin suflarea cu un gaz, este de preferat sa
se faca cu mare prudenta aceasta operatiune deoarece
piesa poate fi usor lovita pentru ca pozitia ei nu este cunoscuta
cu exactitate si de obicei in jurul piesei sunt zone mai puternic
sinterizate care trebuie indepartate cu multa grija si
folosind unelte speciale. Este nevoie de indemanare si rabdare pentru
a curata modele sinterizate in special modele care au goluri
interioare, gauri si detalii de mare precizie.
Dupa ce modelul este curatat in procesul de post-productie,
suprafata este in continuare polisata manual sau sablata.
Diferite parti ale modelului sau bucati care s-au desprins pot fi
lipite cu rasini epoxidice sau adezivi pe baza de cianoacrilat.
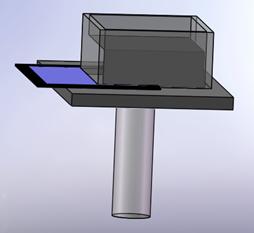
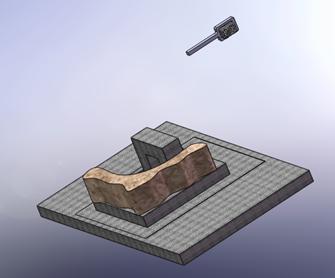
Fig.1.8 Indepartarea pragului Fig.1.9 Indepartarea
pulberii nesinterizate
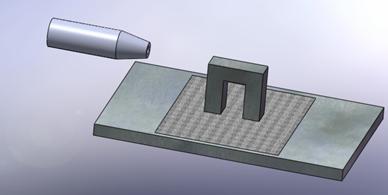
Fig.1.10 Indepartarea excesului de pulbere cu ajutorul aerului
comprimat
Sinterizarea selectiva cu laser-3D systems /DTM
DTM a creat o familie de masini de prototipat
care sunt folosite pentru sinterizarea materialelor plastice si a
metalelor .Acestea folosesc principiul scanarii laser asftel un laser CO2
scaneaza suprafata unui pat de pulberi si incepe sa topeasca
intr-un stadiu incipient particulele ce vor forma modelul dupa ce se vor raci.
Nu este nevoie de suporti aditionali datorita acestei tehnici.
Se comercializeaza din 1992 fiind vandute aproximativ 300 de aparate in lume.
Activitatile de sinterizare ale firmei 3D-Systems dateaza
din timpul corporatiei DTM din Austin ,TX. Corporatia
DTM a fost infiintata in anul 1987 de catre Carl Decker.
Procesul de sintarizare cu laser este denumit sinterizare selectiva cu
laser de catre DTM fiind patentata de catre Carl Decker. Prima
masina de sinterizat, Sinerization 125 a fost folosita in anul
1989. Prima masina folosita in industrie in scopul siterizarii laser
a fost Sinterization 2000. Vanzarea a inceput in SUA in 1992 si in Europa
in 1993, iar urmatorul aparat dezvoltat a fost Sinterization 2500 avand o
camera de formare drepunghiulara. Acesta a aparut in 1997. Actualul
Sinerization 2500plus a
aparut in 1998, iar Vanguard ,aparut in 2001, este bazat pe
Sinterization 2500plus cu unele imbunatatiri aduse
scannerelor, incalzirii si controlului procesului, soft-ul fiind
upgradat. In anul 2001 DTM a fost preluata de 3D Systems.
Scopul
companiei este de a putea folosi orice material pe o singura
masina de prototipat. Pachetele de soft au fost dezvoltate astfel incat
sa fie corelate fiecare cu materialul de sinterizat. Partenerul de
dezvoltare este ISG, St. Gallen din Elvetia. Dezvoltatorii s-au
abtinut optimizarii aparatului pentru o clasa speciala de
materiale, astfel utilizatorul putand alege dintr-o varietate de materiale, dar
in practica ramane la latitudinea utilizatorului daca va folosi
sau nu acest avantaj. Datorita costurilor pachetelor de soft, a timpului
necesar resetarii masinii si a trainingului necesar de obicei se
utilizeaza o singura clasa de materiale.
Obiectivul prezent al companiei 3D
Systems este de a patrunde pe pe piata construind modele functionale
prin prototipare rapida din pulberi polimerice si metalice.
Principiul generarii de
straturi consta intr-o scanare pe orizontala si verticala a
sectiunii transversale relevante. Efectul "stair stepping" sau formarea de trepte are loc atunci cand modelul este generat
fara limite aditionale. Pentru a face acest efect mai putin
vizibil directia de scanare este schimbata dupa fiecare
cursa dupa generarea fiecarui strat, raspandind pragurile mai
uniform pe suprafata modelului. In caz ca aceasta trebuie evitate ,in
special in cazul peretilor subtiri, strategii de scanare ce incep
prin a scana conturul si apoi de a scana restul pe orizontala si
verticala sunt de preferat. Pentru a evita neconcordante termice
scanarea are loc alternativ pe directiile +y si -y adica din
fata sau din spate. Computerul calculeaza cate un strat in timp
ce precedentul este construit. Acesta tehnica este eficienta
atat timp cat timpul de generare a unui strat este egal cu cel de calculare a
urmatorului, deoarece altfel masina trebuie sa astepte
urmatoarea parte din algoritm. Acest lucru se poate intampla daca
exista o geometrie complicata si daca exista multe
date de procesat ca in cazul bazei unui model de craniu folosit in domeniul
medical.
Camera in care are loc procesul
consta din doua rezervoare si doua containere de surplus
intre care este fixata camera de constructie in care este patul de
pulbere. In constructia masinii Sinterization 2500plus
recipientele cu material sunt dispuse deasupra patului de pulberi. Materialul
este transportat de catre o rola transportoare din recipientul in
care se afla materialul pe patul de pulbere. Materialul va trece in
containerul cu material de pe partea opusa, sau spre containerul pentru
surplus. Cele doua containere cu materiale permit o reinoire a stratului
bidirectionala, care este mai rapida. Camera de constructie
este dotata cu un piston reglabil care este coborat cu cate o grosime de
strat dupa generarea fiecarui strat si inainte de reinoirea cu
pulbere a acestuia. Acesta camera a fost una circulara in
constructia modelului precedent acum fiind dreptunghiulara. Intregul
aparat este preincalzit la o temperatura mai mica cu 4sC decat
temperatura de topire a materialului utilizat, apoi masina este
inundata cu azot. Un jet continuu de azot care trece prin patul de pulbere
uniformizeaza temperatura din camera de constructie. In figura
este reprezentat principiul de functionare al aparatului Sinterization
2000, diferenta dintre acesta si modelele 2500 si 2500plus consta
in camera de formare dreptunghiulara. Sistemul laser si scannerul
sunt separate de camera de formare. Fasciculul laser (laser CO2) patrunde in
camera de formare printr-o fereastra speciala (ZnS) care poate fi
scoasa atunci cand aparatul va fi curatat. Azotul isi
mentine temperatura constanta deoarece este preincalzit iar apoi
racit in timp ce se propaga in jurul ferestrei mentinand-o
curata. O
fereastra de dimensiuni mari este interpusa intre camera de formare
si mediul exterior, acesta avand rol de protectie si
permitand observarea procesului de prototipare. Pentru a obtine
modele perfecte este foarte important ca temperatura si distribuirea
uniforma a acesteia sa fie ajustata minutios si
sa fie urmarita cu atentie. Variatii de doar cateva
grade a temperaturii pot duce la crearea de modele inutilizabile, care pot fi
sinterizate defectuos sau din cauza temperaturii ridicate pot fi curbate, unele
pot avea si o culoare diferita functie de materialul folosit.
Dinamica temperaturii joaca un rol foarte important, de aceea s-a creat un
model superior lui Sintrerization 2000. Acest model este mai usor si
mult mai rapid din punct de vedere termic decat precedentul. Optimizarea
incalzirii de deasupra patului de pulbere si incalzirea
partii superioare a peretilor cilindrului de formare impreuna cu un
control rapid dau o uniformizare a campurilor termice. Sursa de azot este
introdusa printr-o instalatie de separare a aerului din interiorul
aparatului, ceea ce asigura faptul ca sursa de azot nu se va termina
in timpul procesului de constructie. Daca acest lucru ar avea loc
procesul va trebui sistat, modelul rezultat fiind inutilizabil. Inainte ca
modelul terminat sa fie scos aparatul trebuie racit. Racirea
poate dura si cateva ore in functie de material. In
consecinta masina trebuie reincalzita cand va avea loc
urmatoarea operatie de prototipare. Acesti timpi fac parte din timpul
de formare, dar trebuie inclusi in timpul total de prototipare si in
calculele preturilor de cost.
Datorita
designului, intregul aparat trebuie sa fie expus la conditiile unei
atmosfere normale atunci cand modele sunt scoase, deci pentru a porni din nou
constructia unui nou model va trebui din nou introducerea unei atmosfere
inerte.
Masina este
calibrata prin expunerea unei folii speciale pe care sunt marcaje,
interpretarea acestora este facuta doar de catre producatorul
din S.U.A.
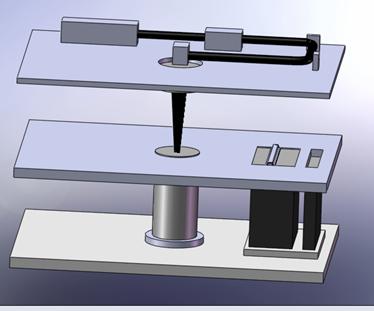
Fig.1.11 Masina
de prototipat rapid Sinterization 2500 plus
5.1
Materiale
Materiale plastice
Doua
poliamide sunt disponibile pentru sinterizarea pe Sinterization 2000/2500plus.
Acestea sunt cunoscute sub denumirea de DuraForm, cea de nylon pur sau
DuraFormGF cea umpluta cu sticla. Marimea grauntilor
este in 90% din cazuri < 50μm. Fibra de sticla nu poate fi
folosita dar globuri de sticla pot fi amestecate cu pulberea. Acestea
impiedica extinderea crescand astfel stabilitatea mecanica.
Pentru modelele
elastice se foloseste un elastomer termoplastic cunoscut sub numele de
DMS-Somos. Acesta este folosit pentru simularea cauciucurilor. Comportarea
materialului difera considerabil intre temperaturi scazute sub -30sC
si temperaturi ridicate de peste 50sC.
TrueForm PM (TrueForm
II) pe o baza de polistiren a inlocuit policarbonatul in alegerea materialului
pentru turnare de precizie.
Proprietatile
sale de suprafata sunt superioare celor ale poliamidei fine. Este in
principiu un copolimer de tipul acrilatilor care nu poate fi polimerizat
in continuare. Micsoarea dimensiunilor pe fond de temperatura este
comparabila cu cea a acrilatilor. TrueForm I a avut succes in randul
turnatoriilor americane dar nu a fost apreciat in randul celor din Europa.
TrueForm PM sau TrueForm II a fost imbunatatit din punct de
vedere al reproductibilitatii si a punctului de topire. Compania
DTM a produs insa un material imbunatatit CastForm PS care este folosit la
turnarea de precizie a aluminiului si a titanului. Acest produs a inlocuit
deja TrueForm PM.
Metale
Compania
DTM a dezvoltat un proces in mai multi pasi de sinterizare
indirecta a pulberilor metalice pe baza pulberilor metalice acoperite cu
polimeri pentru producerea de modele metalice si de matrite. Acest proces este
bazat pe faptul ca toate masinile de sinterizat existente pot
sinteriza orice material atat timp cat este acoperit in plastic. Pe acesta baza
s-a devoltat procesul in mai multi pasi de sinterizare indirecta
a pulberilor metalice pe baza pulberilor metalice acoperite cu polimeri.
Ca
un prim pas modelul este sinterizat intr-o masina de prototipat
dintr-o pulbere metalica acoperita cu material plastic. Modelul va
dobandi o stabilitate datorita particulelor metalice acoperite cu material
plastic care se lipesc una de alta prin sinterizare. Modelul este apoi incalzit
intr-o atmosfera reducatoare de hidrogen inauntrul unui cuptor
cu o temperatura ridicata inlaturand materialul plastic. Acesta este
deosebit de important deoarece se elimina si oxidul, care ar influenta
negativ umectarea pulberilor sinterizate. Al treilea pas al procesului, un
metal cu punct de topire scazut, de obicei cuprul, este infiltrat in
golurile materialului poros. Infiltrarea se realizeaza in acelasi
cuptor daca materialul infiltrat are un punct de topire
corespunzator. Materialul ce urmeaza a fi infiltrat ar trebui
pozitionat in imediata apropiere a modelului pentru ca procesul de
infiltrare sa aiba loc drept consecinta a fortelor
capilare.
Acesta
este un proces destul de complicat care necesita experienta
si o investitie aditionala. Cu atat mai mult, acest proces are
marele dezavantaj ca datorita multiplelor tratamente termice asupra
produsului nesinterizat cat si a produsului sinterizat, factorii de
scadere a dimensiunilor care nu pot fi ignorati, devin atat de
complicati incat este imposibil sa fie controlati in mod
satisfacator fara a avea valori empirice dupa care sa
ne ghidam. Acest proces este si unul de durata.
Pentru
Sinterization 2000plus s-a calculat o viteza de
constructie de aproximativ 11,5mm/h. Acesta este de 1,6 ori mai rapid
decat Sinterization 2000 si de aproximativ 1,3 ori mai rapid decat
Sinterization 2500. Precizia in 90% din cazuri este mai mica de ±0,12 mm
deci de aproximativ 1,3 ori mai mare decat cea a Sinterization 2000.
In functie de
materialul folosit spatiul utilizabil in camera de formare poate deveni cu
usurinta mai mic datorita distantelor minime
specificate dintre pereti si model.
Etapele de
post-productie sunt identice cu cele folosite in sinterizarea laser. Dupa
ce prototiparea a luat sfarsit si masina s-a racit modelul
inglobat in pulbere este extras, iar dupa ce si acesta s-a racit
suficient va fi extras si curatat.
Prototiparea rapida a sculelor(Rapid tooling)
Rapid
tooling se traduce prin prototiparea rapida a sculelor. Acest concept a
aparut inca de la inceputul prototiparii rapide si prin el
se creaza in special scule folosite la injectarea maselor plastice folosind
aceeasi tehnologie ca in cazul prototiparii rapide.
Termenul
de "scule" se refera la componente folosite ca matrite permanente
pentru injectarea materialelor plastice sau ca matrite pentru turnarea
materialelor metalice.
Chiar daca
majoritatea pieselor create prin acest procedeu sunt folosite la injectarea
maselor plastice, acest lucru nu inseamna ca aria de folosire a RT se
limiteaza numai la acestea.
Toate
procedeele de injectare in matrite au in comun temperaturile ridicate si
presiunile mari la care se lucreaza, ceea ce inseamna ca sculele
trebuie optimizate pentru a putea face fata acestora.
In practica pot
aparea probleme in RT:
Geometria matritei si
cea a produsului realizat prin folosirea acesteia difera destul de mult.
Trebuie sa se tina cont de contractie si scoaterea din
matrita, ejctor, debit, ventilatie si racire. Pentru a
defini geometria unei unelte trebuie sa avem si softwear-ul necesar
cat si know-how-ul producerii acestor piese. Soft-ul este bazat pe modelul
CAD al piesei.
Majoritatea masinilor de
prototipat de astazi sunt construite pentru a procesa materiale polimerice
si in cele mai multe cazuri materialele de care se dispune nu pot face
fata tensiunilor termice si mecanice ce au loc in timpul
injectarii. Proprietatile materialelor metalice nu sunt identice
cu acelea ale sculelor din otel.
Piesele ce au doua componente
sunt destul de neobisnuite in sensul ca in mod normal sunt relizate
cu ajutorul unor piese produse prin injectare in matrita si
unelte standard prin asamblare clasica sau parti singulare ce au
aceleasi proprietati mecanice.
6.1 Prototiparea rapida a
sculelor cu ajutorul pulberilor metalice
Primul
procedeu de RT a componentelor metalice a fost Indirect Selective a companiei
DTM devenita acum 3D-Systems. Indirect Selective este denumit in prezent
"Rapid Tool". Acest procedeu poate folosi una din aceste doua
combinatii de materiale:
Cupru-poliamida
Otel inoxidabi-bronz
Pulberile metalice
sunt acoperite cu plastic astfel incat in masina de sinterizat numai
stratul de plastic fuzioneaza la fiecare granula. Este generat un produs
crud destul de fragil, iar apoi liantul este eliminat intr-un proces format din
mai multi pasi. In final se aplica o rasina
si produsul este infiltrat cu cupru sau polimeri.
Acest procedeul
dureaza mai mult de 40 de ore si implica raciri si
incalziri pentru a evita deformatiile. Prin folosirea acestui
procedeu, insa se pot crea pereti subtiri si alte forme
geometrice complexe ce nu pot fi realizate prin aschiere. Se pot realiza
de la cateva sute la cateva mii de piese, deci matritele pot fi produse in
serie.
Calitatea suprafetei
a fost imbunatatita, dezavantajele care raman sunt
fragilitatea produsului crud, riscul deformatiilor si durata mare a
procesului. In functie de geometrie, o piesa se poate realiza intre
20 si 30 de ore, post-procesarea in mai putin de 40 de ore iar
finisarea intre 10 si 40 de ore ceea ce inseamna ca durata
totala se invarte in jurul a 100 de ore.
6.1.1
Sinterizarea laser a pulberilor metalice multicomponent
Un
pas in aceasta directie este o tehnologie in cadrul pulberilor
multicomponent in care o mixtura de metale cu puncte de topire ridicate
si scazute care a fost conceputa in asemenea fel incat
componenta cu punctul de topire scazut este topita in masina de
sinterizat si este pe post de liant pentru componenta cu punct de topire
ridicat iar cand acesta se topeste se solidifica. Marimea
particulelor si coeficientii de expansiune a metalelor implicate sunt
grupate in asemenea fel incat contractia sa fie cat mai mica
posibil. Compania EOS-Electrolux foloseste in pricipiu o pulbere
bronz-nichel cu aditivi. Procesul este denumit DMLS (sinterizare directa
cu laser a metalelor). Pentru a obtine o precizie dorita sinterizarea
trebuie efectuata atent si va rezulta o porozitate de 30%.
Stabilitatea nu este destul de ridicata pentru a fi folosita in procedee
de injectare in matrita, astfel componentele vor fi infiltrate cu un
metal cu punct de topire mic sau cu rasina epoxidica.
Prin aceasta
metoda porozitatea rezultata va fi mai mica de 15%, iar
proprietatile mecanico-tehnologice sunt asemanatoare aluminiului.
6.1.2
Sinterizarea laser a pulberilor matalice unicomponent
Procedee
de sinterizare directa folsind pulberi metalice din oteluri de scule
sau alte materiale cu punct de topire ridicat sunt in curs de dezvoltare pe tot
mapamondul pentru a evita limitarile impuse de folosirea pulberilor
multicomponent.
Nu numai temperatura
ridicata de sinterizare este greu de stapanit ci si unele din
efectele fizice care cauzeaza o porozitate mai ridicata decat in
cazul sinterizarii plasticelor.
Tensiunea superficiala
superioara a metalelor in stare lichida cauzeaza formarea de
picaturi mari ceea ce va da o porozitate mare a produsului dupa
solidificare. In plus fata de asta un strat de oxid apare si
scade umectarea. Este foarte nefezabil din punct de vedere tehnic ca pulberea
metalica sa fie incalzita cu cateva grade sub temperatura
de topire ca in cazul materialelor polimerice daca temperatura este intre
800 si 1000sC.
Pe
baza tehnologiei dezvoltata pentru sinterizarea pulberilor multicomponent
firma EOS-Electrolux a introdus in anul 1998 masina EOSINT M250Xtended
si pulberea metalica DirectSteel 50V1. Materialul folosit este un
aliaj din otel devoltat special pentru a avea proprietati
similare cu ale otelului turnat dupa procesare. Scopul de a produce
in mod direct a pieselor din otel de scule a fost aproape realizat
odata cu adoptarea tehnologiei si rezolvarea problemelor legate de
infiltratii. Tensiunile interne cauzeaza inca deformatii,
modelele fiind construite pe suporti solizi.
Parametrii
optimizati ai procesului cat si tehnologii de scanare
imbunatatite ajuta la rezolvarea problemelor. Folosind
acest procedeu matrite formate din doua parti pot fi
produse si folosite in injectarea materialelor polimerice. Dezavatajul
consta insa in rugozitatea suprafetelor.
6.2 Rapid Tooling prin EBM(Electron
Beam Melting)
Prototiparea
rapida din topitura sau EBM (Electron Beam Melting) este o
metoda de prototipare ce foloseste in special pulbere metalica.
Prin aceasta tehnologie se produc piese metalice prin topirea pulberii
metalice si aplicarea unui strat de topitura deasupra altuia. Topirea
se realizeaza cu ajutorul unui fascicol de electroni intr-un mediu vidat.
Spre deosebire de alte tehnici de sinterizare a metalelor piesele sunt complet
solide, nu au pori si sunt exterm de rezistente.
Prin aceasta metoda de
prototipare se produc piese care au densitatea si proprietatile
materialului de baza. Masina de prototipat citeste datele unui model
CAD 3D si apoi aseaza succesiv straturi de pulbere metalica
unul deasupra celuilalt. Aceste straturi sunt apoi topite impreuna
folosind un fascicol de elctroni controlat de un computer, fiind astfel
realizate piesele. Procesul are loc in vid ceea ce permite utilizarea de
pulberi din materiale cu o mare afinitate pentru oxigen.
Materialul folosit se
transforma din starea de pulbere in starea topita si apoi se
solidifica in forma finala, dar are proprietatile materialului
folosit ceea ce inseamna ca nu mai trebuie infiltrat, iar
aceasta tehnica nu mai presupune tratamente termice aditionale
pentru a obtine proprietatile mecanice dorite. In
comparatie cu SLS si DMLS, EBM are o viteza mai mare de lucru
datorita densitatii superioare de energie si metodei de
scanare imbunatatita.
Grosimea minima
de strat depus este de 0.05 mm, iar toleranta este de +/- 0.4 mm.
Aceasta
tehnologie a fost dezvoltata de firma Arcam AB din Suedia.
Aliajele de titan
sunt foarte utilizate ca materie prima, realizandu-se astfel implanturi
folosite in medicina.
Un
sistem EBM Arcam este format din :
Panou electric
Camera de vid
Sistem touch screen
Tun de electroni
Camera de formare
Panoul
electric contine:
Computer industrial de control
Ecran LCD touch-screen
Sistem de amortizare a zgomotului
Tastatura
Unitate de tensiune ridicata
Diferite relee si
sigurante automate
Cateva surse de 24V in CC
Diferite circuite ce
controleaza focalizarea, deviatia etc.
Sistemul
touch-screen si tastatura sunt folosite pentru a opera sistemul. Pentru a
putea functiona sistemul are nevoie de un software operational. Prin
utilizarea sistemului touch-screen sau a tastaturii operatorul poate naviga
prin diferitele meniuri ale soft-ului si se pot initia functii
din cadrul acestuia. De la acest pas inainte se poate porni sau sista
constructia, se poate controla containerul de constructie si transportul
pulberii metalice printre altele.
Corpul ce
contine camera de vid, aici fiind si camera de formare, contine:
Camera de vid
Tunul de elctroni
Pompa de vid
2 turbo pompe
1 pompa de vid pentru
sigilarea usii
Diferite supape pentru sistemul de
vid
Camera video
Servo motoare pentru
actionarea mesei si a greblei
Sistem de control al vidului
Geam pentru observarea procesului
Alimentator film de protectie
Camera
de vid contine majoritatea partilor mecanice ce deservesc
alimentarii si distribuirii pulberii si contine piesa ce urmeaza
a fi construita.
Piesele sunt formate
in interiorul containerului de constructie. Acesta poate fi demontat
pentru a scoate piesa sau in scop de mentenanta.
Un scut termic
protejeaza camera de raze x si protejeaza componentele sistemului
de supraincalzire si metalizare.
Alimentatorul
de film de protectie trage in mod continuu si cu o viteza
redusa o pelicula de film protector din plastic prin fata
ferestrei camerei video. Acest lucru permite o buna observare a procesului
pe display chiar daca vapori de metal acopera suprafetele
interioare ale aparatului in cadrul formarii.
Nivelatorul
se deplaseaza in mormanul de pulbere si face ca pulberea sa curga
deasupra ei, apoi se deplaseaza peste containerul de formare lasand
in urma un strat uniform de pulbere deasupra suprafetei in lucru.
Acest lucru se repeta din partea opusa cand stratul este gata.
Miscarea acesti mecanism este reglata de un servomotor. Pozitia
finala a mecanismului determina cantitatea de pulbere ce curge pe nivelator.
Regulatorul ajusteaza cantitatea de pulbere din fata greblei prin
absorbirea unei cantitati de pulbere printr-o duza si
ajustarea pozitiei pana este obtinut un nivel optim.
Camera
video este folosita pentru monitorizarea procesului.
Tunul
de electroni genereaza raza de elctroni. Tunul este pozitionat in
partea de sus a camerei de vid. Acesta este compus din 3 coloane :
Coloana superioara
Coloana mediana
Coloana inferioara
Coloana superioara
consta din:
Unitatea de control a electrodului
Filamentele
Diferite elemente de
etansare, conexiuni si dispozitive de racire pentru aceste
parti
Coloana
inferioara consta din:
Conexiunea anod-tubul anodului
Conexiunea turbopompei
Coloana
inferioara consta din:
Locasuri pentru bobinele ce
au ca rol concentrarea, devierea sau corectie astigmatica a razei si racirea circuitelor pentru
aceste parti
Aparatul are si
diferite butoane si intrerupatoare ale caror functii
trebuie stiute inaintea utilizarii sistemului. Acestea sunt:
Oprire de urgenta
Interupator principal
Resetarea opririi de
urgenta
Oprirea de
urgenta se activeaza prin actionarea butonului destinat
acesteia si se foloseste cand apar situatii de urgenta
pentru oprirea completa a sistemului.
Resetarea opririi de
urgenta are functia de a repune masina in stand-by dupa
ce a fost inchisa sau dupa ce a fost actionat butonul de oprire
de urgenta.
Interupatorul
principal conecteaza si deconecteaza curentul electric la
sistem.
6.3 Principiul fascicolului de electroni
Procesul
EBM are loc atunci cand energia cinetica dintr-o raza
concentrata de electroni este accelerata pana atinge o
viteza extrem de mare si folosita pentru a topi pulberea
metalica.
Raza de electroni
este generata in interiorul tunului de electroni. In interiorul acestuia
aflandu-se si un filament de wolfram. Filamentul este incalzit la
peste 2000sC de catre curentul din filament, iar la o temperatura
asa de mare electronii se pot desprinde din filament. Electronii
emisi sunt accelerati intr-un camp electric obtinut prin
aplicarea unei tensiuni ridicate de aproimativ 60000V intre filament si
anod. Curentul razei este controlat cu ajutorul bobinei electromagnetice
(bobina de concentrare).
Electronii sunt
accelerati la viteze cuprinse intre 0,1 si 0,4 din viteza luminii,
iar densitatea de energie din raza de electroni poate atinge 106kW/cm². Pentru
a impiedica deplasarea razei de electroni datorita atomilor de gaz presiunea
din camera de vid este foarte mica, undeva in jurul a mbar.
mbar.
Cand
elctronii penetreaza suprafata pulberii si inainteaza in
interiorul particulelor de pulbere, viteza lor scade. Din acest motiv energia
lor cinetica se transforma in energie termica si pulberea
atinge punctul de topire. Pentru a activa raza de elctroni, tunurile de electroni
folosesc bobine deflectoare permitand razei de electroni sa examineze
si sa topeasca pulberea in locurile unde este necesar acest
lucru.
Cand
electronii din fascicol lovesc suprafata pulberii din containerul de
formare din camera de formare sunt emise raze X, dar cand tunul este inchis nu
se mai intampla acest lucru si nu mai raman emisii in interiorul
camerei.
Avantajele
folosirii acestei tehnologii sunt:
Densitate mare de energie pe
parcursul intregului proces
Posibilitatea de a obtine o
viteza foarte ridicata de topire
Nivel scazut de energie emis
meduilui sub forma de radiatii
Eficienta ridicata
Topire curata prin folosirea
vidului
Consum minim de energie
Pot fi folosite diferite
combinatii de pulberi metalice pentru materialul de formare
Echipamentul
periferic este compus din:
Sistem de recuperare a pulberii
pentru purificarea si curatarea pulberii
Dispozitiv de racire al apei
ce merge la tun

